Screw versus Piston Vacuum Pumps
Which Technology Suits Your Heat Treatment Process?
Behind every consistent heat treatment cycle is a vacuum system operating under demanding conditions. The choice of vacuum pump technology can have a significant impact on process stability, system uptime, maintenance requirements, and energy consumption, making it a critical factor in overall operational performance.
Screw and piston vacuum pumps are both well-established technologies in heat treatment applications, yet they differ considerably in their operating principles, performance characteristics, maintenance demands, and total cost of ownership. In this article, we compare the strengths and limitations of each technology, examining how these differences influence efficiency, reliability, and operating costs to help you determine the most suitable solution for your heat treatment process.
Working Principle of Screw pumps:
Screw vacuum pumps operate using two intermeshing screw rotors housed inside a cylindrical chamber. Their operation can be broken down into three main stages:
- Inlet
- The process begins as the gas enters the pump through the inlet.
- Inside the cylindrical housing, two screw-shaped rotors rotate in opposite directions, drawing the gas inward.
- Compression
- The incoming gas is trapped in spaces between the screws and the cylinder wall.
- Due to variable pitch screw design, as the screws rotate, the volume gradually reduces.
- This reducing volume compresses the gas without any contact between the rotors or between the rotors and housing – reducing wear and increasing efficiency.
- Outlet
- Once compressed, the gas is discharged through the outlet.
- The twin-screw design ensures a short path from inlet to outlet, allowing for fast, efficient compression and reduced cycle times.

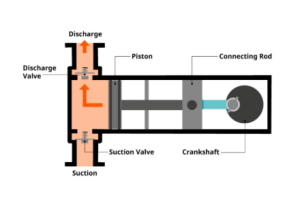
Working Principle of Piston pumps:
Piston vacuum pumps also operate on the principle of positive displacement. Though originally developed for pumping liquids in agricultural and domestic settings, they have been adapted for vacuum generation in a range of industrial processes.
The pump is driven by an electric motor connected to a crankshaft and connecting rod assembly, which converts rotary motion into the reciprocating movement of a piston within a cylinder. The pumping cycle consists of the following phases:
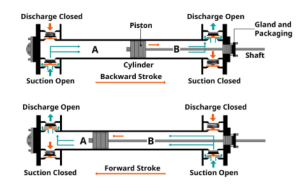
- Suction Phase
- Vacuum generation begins as the piston moves downward (away from the cylinder head), the volume inside the cylinder increases.
- This creates a pressure drop, and now pressure inside the cylinder is lower than that of the vacuum furnace, drawing in gas through the inlet (suction) valve, which opens as the chamber pressure falls.
- Compression Phase
- When the piston moves upward (toward the cylinder head), the chamber volume decreases, compressing the gas, raising its pressure.
- The Suction valve closes to prevent backflow of gas.
- Discharge Phase
- Once the gas pressure exceeds atmospheric pressure, the outlet (exhaust) valve opens to release the compressed gas.
- The piston completes its stroke, and the cycle repeats.
By such reciprocal back & forth movement of the piston, gas is evacuated from the furnace, generating vacuum.
Performance of Screw and Piston Vacuum pumps on key factors:
Energy Efficiency:
Piston vacuum pumps operate using a crankshaft-driven reciprocating mechanism, which introduces mechanical losses due to friction, valve actuation, and inertia which further translates to increased energy consumption. Additionally, these pumps often run at fixed speeds and are thus less efficient at partial loads.
Screw vacuum pumps, by contrast, feature a dry, contact-free compression mechanism that minimizes internal friction. These can further be equipped with variable frequency drives (VFDs) such as the Busch ECOTORQUE, allowing them to adjust speed based on demand which significantly improves energy efficiency, especially in processes such as heat treatment where loads can fluctuate.
Maintenance
Piston vacuum pumps contain several reciprocating components, including pistons, valves, and crankshafts, that are subject to continuous mechanical stress and wear. To maintain optimum performance, these components require regular servicing, such as oil changes, valve replacement, and seal inspection or replacement. As a result, piston pumps typically incur higher maintenance costs and experience more downtime than screw vacuum pumps.
Screw vacuum pumps, by contrast, feature a simpler design with non-contacting, dry rotors. The dry compression mechanism minimizes internal wear and contamination, allowing for longer service intervals – with only periodic gearbox oil changes and routine checks.
Noise and Vibration
The reciprocating motion of piston vacuum pumps inherently generates pulsations, mechanical impacts, and vibration, often resulting in higher noise levels during operation. Over time, these dynamic forces can also accelerate wear on mechanical components.
In contrast, screw vacuum pumps use rotating, non-contacting screw rotors that continuously compress gas along the length of the screws. This smooth, continuous compression process minimises pulsation and vibration, resulting in quieter operation, reduced mechanical wear, and enhanced long-term reliability.Tolerance to Contaminants and Reactive Gases
Piston vacuum pumps rely on oil-lubricated, mechanically contacting parts with multiple sealing surfaces that are exposed to process gases. When exposed to dust, vapors, condensation, or reactive gases, contaminants mix with the lubricant, leading to oil degradation, corrosion of internal components, residue build-up, and accelerated wear. This accelerates oil contamination, necessitating more frequent oil changes.
Screw vacuum pumps, by contrast, use a dry, oil-free compression mechanism with non-contacting rotors. This design eliminates the risk of oil contamination and significantly reduces sensitivity to particulates and condensables. The absence of internal lubrication also allows for the use of corrosion-resistant coatings tailored for aggressive or reactive gases and vapors, making screw vacuum pumps better suited to demanding process environments.
Cost of ownership
Screw vacuum pumps typically have a higher initial cost due to their advanced dry, oil-free technology and precision manufacturing. However, this upfront premium is offset by lower maintenance and operating costs over time. Piston vacuum pumps typically have lower initial purchase prices but incur higher maintenance and lubricant expenses, increasing total cost of ownership.
Summary
When selecting a vacuum pump for your heat treatment process, it is important to consider more than just the initial purchase price. Factors such as energy consumption, maintenance requirements, process stability, uptime, and total cost of ownership can have a far greater impact on long-term operational performance.
While piston vacuum pumps remain a proven technology and may be suitable where minimising upfront investment is the primary objective, screw vacuum pumps offer clear advantages for most modern heat treatment applications. Their dry, contact-free design delivers higher energy efficiency, reduced maintenance requirements, quieter operation, improved vacuum stability, and greater tolerance to contaminants and reactive gases. Together, these benefits help maximise equipment availability, improve process consistency, and reduce operating costs throughout the life of the system.
If your goal is to optimise productivity, reliability, and long-term value, screw vacuum pump technology is often the preferred choice.