The Heat Treatment of Tool Steels By David Pye
The heat treatment of Tool steels is in reality, very similar to the treatment of alloy steels. However, the difference in the treatment methods necessitate great care in the selection of the process methods in terms of:
- Process temperature uniformity. This is a critical subject in terms of having good temperature uniformity within the furnace process chamber. Significant temperature variances within the process chamber will most probably cause serious metallurgical phases within the tool.
- Careful preheating methods in order to reduce thermal shock and not subject the tool steel to the rapid temperature ramp-up rates to the selected austenitizing temperature.
- Careful control on the austenitizing process temperature and appropriate soaking time to ensure temperature uniformity throughout the cross-section of the tool being austenitized.
- Very careful selection of the quench medium in order to reduce/minimize the potential for distortion occurring when the tool steel is quenched in a suitable quench medium.
- Tempering temperature selection and elapsed time occurrence after the completion of the quenching procedure, in relation to the selected tempering temperature. Remember, after quenching the tool steel will be in an almost complete martensitic state, which if left too long before tempering will become unstable and the tool is likely to crack.
- One potential problem occurs (simply because of a lack of understanding of what is happening to the tool steel whilst being machined). Aggressive machining will create induced stress raises within the tool steel. If the stress raises are not dealt with by the process of stress relieving during the machining of the particular tool steel, then there will be no control over the degree of distortion that occurs when the steel is quenched from its appropriate austenitizing temperature.
We now progress to the available methods for the successful heat treatment of tool steels and the resulting metallurgy. Please, do not underestimate the value of stress relieving during the manufacturing phase of the tool steel.
Salt Bath Heat Treatment
Salt bath heat treatment is the least expensive method of heat treatment that there is as far as the equipment investment is concerned. However, there is still the consideration to make of pre and post cleaning, especially the latter. Finally, there is both the salt storage and the effluent disposal to consider and factor into the cost of processing. It is further necessary (as is with all methods of heat treating) the pre-heating steps to reduce both thermal shock and surface moisture on the steel.
There is also the method of quenching to consider and the potential contamination of the quench medium. There is also the preparation and wiring to be able to lift and support the work in and out of the molten salt. Salt baths do afford the protection to the surface of the steel during the process against surface decarburization and surface oxidation (providing the salt bath analysis is both controlled and maintained. The molten salt also protects the work surface with a cocoon of salt to reduce the risk of thermal shock. There is the myth that salt bath will reduce distortion.
This is a myth that is accepted on an international basis. It is not just applied to salt bath heat treatment; it is also applied to atmosphere and vacuum heat treatment. Distortion does not necessarily occur as a result of heat treatment. It manifests itself at the heat treatment procedure and the assumption is the heat treat procedure caused it. That is not necessarily a true assumption!! It is necessary to understand the influence and causes of the manifested distortion.
Any time that steel is worked, either by forging, rolling or machining the induced surface stresses are set up in the steel. The only effective manner in which the induced stress will receive itself is by the application of heat.
So it can be seen that distortion is not necessarily caused by the heat treater, but by the aggressiveness in which it is machinated. Another myth is that hard turning will reduce distortion because of the speed of the cut. The faster you cut, the greater the friction generated and the greater the risk is of forming untempered martensite on the steel surface. Untempered martensite will lead to the potential for surface cracking.
So then, what is the secret to reduced distortion?
The first thing to understand is that the distortion cannot be eliminated.
What then can one do?
- Slower feeds and speeds, slower drilling. Tempering after EDM operations. (This will be mandatory to reduce the risk of surface cracking of the mold or die
- Intermediate stress relieving is a suitable method of reducing distortion, but it will not eliminate the distortion.
Atmosphere and Fluidized Bed methods of Heat Treatment of Tool Steels
Atmosphere heat treatment is simply another method of protecting the surface of the steel against surface oxidation and decarburization.
The same principles that apply to both atmosphere heat treatment and salt bath heat treatment, applies also to fluidized bed heat treatment.
Fluidized bed heat treatment is simply the same principle as is with fluidized bed, the only difference is that the fluidized bed is not wet on the steel surface.
Therefore, the steel will still oxidize and decarburize (very slightly) on removal from the bed. It therefore behooves the tool maker to communicate with the heat treater.
Vacuum Heat Treatment.
Vacuum heat treatment methods are becoming the ‘work horses’ of the thermal processing industry.
The vacuum furnace has been present with metallurgical processing since almost 75 years. They were used before WW11 and have certainly been used for most aspects of thermal processing.
The vacuum furnace finds itself in usage in the following processes:
- Austenitizing
- Solutionizing
- Tempering
- Carburizing
- Carbo-nitriding
- Nitriding
- Ferritic Nitrocarburizing
- Thin Film Hard Coatings
- Decorative coating
- Brazing and many other other thermal processes
What is special about the vacuum furnace?
The vacuum furnace is another source of heat and that is all. The principles of metallurgical phase change remain the same, no matter what the furnace type. There are some other major advantages to Vacuum heat treating, which are shown as follows. The vacuum furnace is generally a batch furnace. The process operates from cold to hot with the ability to introduce holds for equalization cross sectional variance equalization. The quench medium can be 360-degree radial cooling. The quench medium mixture can be varied to suite the steel being treated as well as pressure variability. The cooling rate can also be varied to accommodate sensitive steels and variable cross-sectional size changes.
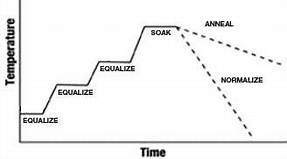
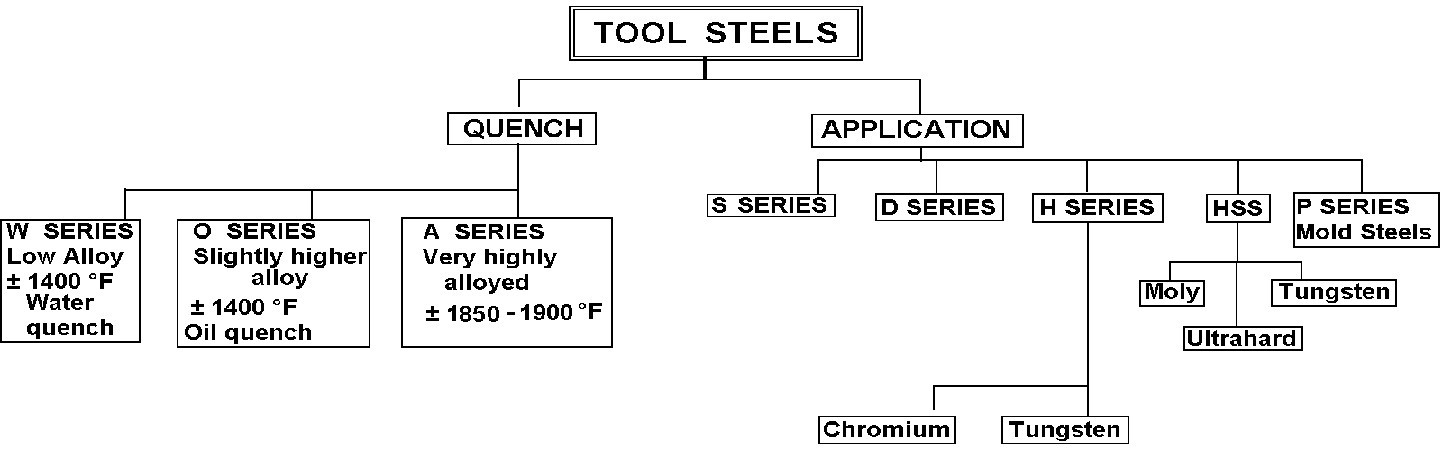
Suggested pre-heat and selection of the cooling rate for the appropriate mechanical and metallurgical properties. The following illustration shows the categorization of the tool steels. Further, it should also be remembered that the metallurgy of the tool steels is still based on the metallurgical principles that were discussed in the first courses. We still need to heat soak and cool, according to the metallurgy required for the tool steel to function.
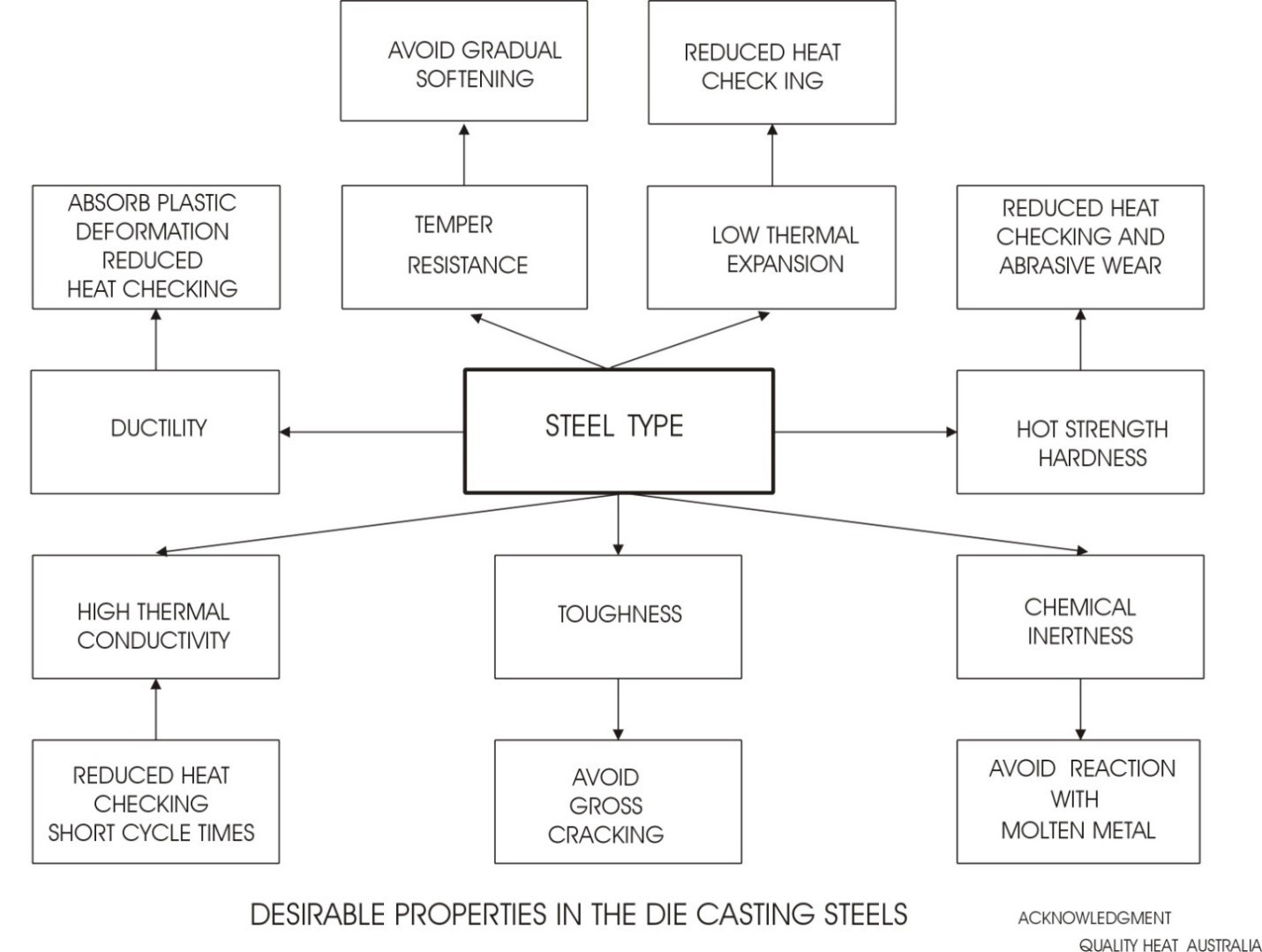
The next illustration demonstrates the principle property requirements necessary in a steel to be used for example for die-casting operations. The steel box in the center of the illustration will be determined by whatever properties are required of that particular steel. It will be as a result of the heat treatment procedure that will determine if the steel will fulfill all of the requirements that are necessary.
Tool steels hold a special place in most branches of engineering as they are used to: form, shape, roll, extrude, bend, cut, shear, and mold. Each of the above will place many different demands on the steel to perform successfully in different environments. Tool steels are usually made in small lots by specialized steel makers. The steel recipe is very carefully controlled to ensure high quality and high cleanliness.