
The Heat Treatment of Aluminum Alloys
From International heat treat consultant David Pye, of Pye Metallurgical [email protected] we have these thoughts about the heat treatment of Aluminum; “The heat treatment of heat treatable aluminum alloys is a very sensitive and specialized subject. The strengthening of the heat treatable alloys necessitates what would appear to be a very simple procedure known as solutionizing. However, the solution treatment of the heat treatable aluminum alloys is conducted extremely close to the liquidus temperature of the aluminum alloy, and can very easily be subjected to l surface grain boundary melting. So residence and temperature selection are critically important to the thermal processing of the heat treatable aluminum alloys.”
The heat treatment of heat treatable aluminum alloys is a very sensitive and specialized subject. The strengthening of the heat treatable alloys necessitates what would appear to be a very simple procedure known as solutionizing. However, the solution treatment of the heat treatable aluminum alloys is conducted extremely close to the liquidus temperature of the aluminum alloy, and can very easily be subjected to l surface grain boundary melting. So residence and temperature selection are critically important to the thermal processing of the heat treatable aluminum alloys.
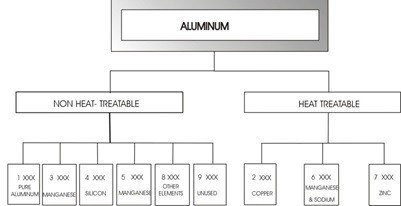
This short presentation will deal with the categorization of the heat treatable alloys and followed by the introduction of the thermal strengthening procedures of heat treatable aluminum alloys. Although there are many alloying elements that can be added to the basic aluminum, there are generally only 5(five) major alloying elements. The alloying elements for aluminum are seen in the illustration below;

Categorization of Non Heat Treatable Aluminum Alloys
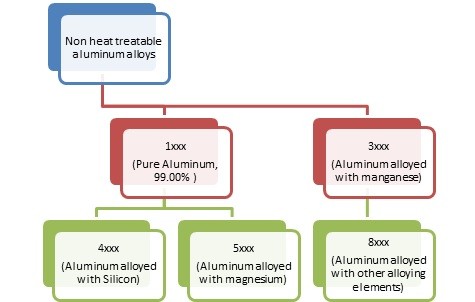
The only thermal treatment that can be given to the non-heat treatable aluminum alloys are those thermal treatments that will; Anneal, Stress Relieve. There are no other thermal strengthening treatments that can be applied to the non-heat treatable aluminum alloys.
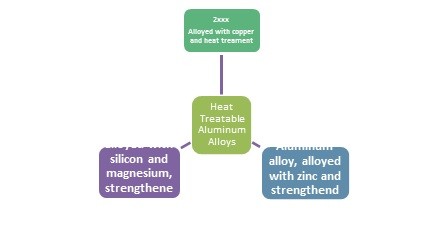
Categorization of Heat Treatable Aluminum Alloys
Solutionizing Treatment. (sometimes known as solution anneal)
Precipitation treatment. (age hardening/naturally/artificially. The net result of the solutionize treatment (in terms of hardness is, that the particular alloy is in its softest condition). The precipitation treatment is the process that will develop both the appropriate metallurgy and the mechanical properties of the particular grade being treated.
Solutionize Treatment. There is a very specific reason for the solutionizing procedure which is to take into solution (dissolve) all of the principle alloying elements contained in the analysis of the aluminum alloy. The alloying elements are known as the solute elements. The solute elements are generally;
- Magnesium
- Zinc
- Copper
- Silicon
Other elements that are not in solution, such as;
- Antimony
- Strontium
- Sodium
- Phosphorous
Will strongly affect the aluminum alloy microstructure accomplishment.
So what does it mean to solutionize or solutionize anneal?
The process of aluminium solutionizing treatment is slightly different to that of steel heat treatment. It is different in so much as the solution as treatment which involves heating the aluminium alloy up to its appropriate solution temperature followed by quenching rapidly, this makes the alloy extremely soft. This procedure is done simply to make sure that all of the solute alloy elements go into solution. (Hence the name solutionizing.) (Think now of the saturated solution of salt in water, the method of making the salt go into solution is to raise its temperature);
The next illustration shows a typical solutionize procedure, followed by a precipitation hardening procedure:
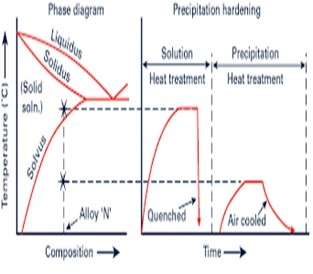
The process temperature is such, that the aluminum alloy is very close to the aluminum alloys lowest melting temperature, which necessitates the need for;
- Temperature accuracy
- Temperature uniformity
In addition to this requirement, it further necessitates the ramp up to the solutionize temperature as uniformly as is possible to reduce the risk of creating low temperature grain boundary melting and for the possible cause of segregated structures. The time at the solutionize temperature will be determined if the heat treatable aluminum alloy will be;
- Forging
- Casting
- Extrusion
This because at the primary alloy manufacture, differential cooling rates will occur from the surface to the core, thus producing different grain sizes and potentially different phase structures. An excellent guide to time at solutionize temperature is to refer to the ASM publication known as ‘The Heat Treater’s Guide, Practices and Procedures for Nonferrous Alloys’. (This publication is a very valuable publication and a great addition to the heat treater’s library.
Solution Quenching for the heat treatable aluminum alloys
It is of PARAMOUNT importance that the transfer of the aluminum alloy being solution treated, be transferred in a most timely manner to ensure complete solutionizing of the alloying elements. The process temperature selected (depending on the heat treatable alloy and its maximum cross sectional thickness) and the transfer time begins at the commencement of the furnace access door beginning to open and is complete at the point of total submergence of the alloy into the selected quench medium.
Should the time of transfer exceeds the appropriate transfer time (based on cross sectional thickness) will not achieve full solutionizing. This means that the both the required metallurgical and mechanical properties will not be accomplished. It is further recommended that for the heat treatment audit for NADCAP and the heat treatment of aluminum alloys, the heat treat company is in possession of a certified and certificated stop watch be used to verify the transfer time from furnace to quench medium. The maximum transfer time for aerospace aluminum heat treat alloys, is as follows;
Cross sectional thickness of 0.016” Max = 5 Seconds, from commencement of door opening to total quench medium submersion.
Cross sectional thickness of 0.500” and greater = 15 Seconds, from commencement of door opening to total quench medium submersion
