
Craig Moller
Chief Engineer at Ipsen
 We are very pleased to be able to offer this interview with Mr. Craig Moller, Chief Engineer for furnace manufacturer Ipsen in Rockford, Illinois, USA. Craig brings with him over 40 years of experience in the heat treating industry and has the distinction of being the driving force behind the famous Ipsen “Turbo Treater” vacuum furnace.
We are very pleased to be able to offer this interview with Mr. Craig Moller, Chief Engineer for furnace manufacturer Ipsen in Rockford, Illinois, USA. Craig brings with him over 40 years of experience in the heat treating industry and has the distinction of being the driving force behind the famous Ipsen “Turbo Treater” vacuum furnace.
With your vast experience in the design of heat treatment furnaces I am sure you must have some fascinating stories about furnace design to share but let’s start at the very beginning. How did you come to be Chief Engineer for Ipsen?
 My educational background is mechanical engineering. When I started with Ipsen in 1978 I was placed into the atmosphere furnace department. Back then we were doing drawings on drafting boards. I designed atmosphere furnace equipment until 1980. Then there was a vacancy in the vacuum furnace department, so I signed on and have continued working on vacuum equipment ever since.
My educational background is mechanical engineering. When I started with Ipsen in 1978 I was placed into the atmosphere furnace department. Back then we were doing drawings on drafting boards. I designed atmosphere furnace equipment until 1980. Then there was a vacancy in the vacuum furnace department, so I signed on and have continued working on vacuum equipment ever since.
As the years rolled by I worked my way to senior mechanical engineer, where I checked other designers work, visited customers, and involved myself in solving field problems while still doing my own design projects. Some of my designs resulted in multiple patents for Ipsen.
As years passed by, when Ipsen merged with Abar the engineering group was split between the two locations in Bensalem, Pennsylvania, and Cherry Valley, Illinois. Eventually the owners of the company made a big decision to consolidate Abar and Ipsen in Cherry Valley (1997), where I was then made manager of the mechanical engineering department.

Abar Ipsen employees in Cherry Valley, Illinois, after a company merger.

Abar Ipsen 50th anniversary in 1998
As you can imagine, I have seen a lot of changes within Ipsen in my tenure. Most of those changes affected me in a positive way, like opening up the path for my current role as chief engineer. The engineering department was re-organized and I began working within the sales and marketing department and reporting directly to the President of the company. I continue to be involved with the design group mentoring the younger engineers while working on new furnace concepts and product development.
The bottom line of how I came to be Chief Engineer at Ipsen was dedication to the company and its customers.
The Ipsen “TurboTreater” vacuum furnace is a legend in the heat treatment industry-rumor has it that this was your creation. How did this come about and why has it been such a success story?
Yes, the Ipsen TurboTreater® is my “baby”. Prior to the merge of Abar and Ipsen, when the two companies were still competitors, Ipsen only had vacuum furnace designs with rectangular hot zones and internal gas cooling systems, and Abar only had vacuum furnace designs with round hot zones and external gas cooling systems. The Vice President of Sales at Ipsen approached the engineering group and challenged us to design a vacuum furnace with a round hot zone and an internal gas cooling system to capture the advantages of those two designs. The project was given to me to head up in 1984. The prototype TurboTreater® hit the shop floor in 1985 and soon after the initial testing was completed, the furnace was introduced to the market.
The first TurboTreater® brochure, featuring Craig on the cover (left, person pointing).
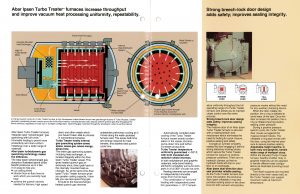
The success of the TurboTreater® results from its features. There are no actuated parts in the hot zone, the round hot zone has inherent load geometry flexibility, the compact internal cooling system delivers more cooling gas volume flow per horsepower, and the furnace has a user-friendly controls platform. The heating and cooling performance is outstanding. We currently have over 750 TurboTreater® units in the field.
Another very successful product for Ipsen has been the line of “TITAN” vacuum furnaces. My impression is that the “TITAN” line has been successful for a number of reasons, primarily that it is very cost effective, installation can be done in just a few days, lead time is excellent and it is a fairly standard product. Are my impressions correct? How many have now been sold around the world
You are correct. The TITAN® has been a very successful platform product for Ipsen.
Along with the reasons you have stated above, the controls platform is set up for multiple languages, easily selectable, and some of the mechanical design features stemmed from the TurboTreater® design (round hot zone, internal cooling system, etc.).
Ipsen has sold almost 400 TITAN® furnaces since the prototype in 2009.
I am shocked sometimes at the size of some of the furnaces Ipsen has produced over the years-as a matter I was told recently that your company has built at least one brazing furnace with a weight capacity of 50,000 pounds. Is this true or is somebody getting carried away? While we are talking about large capacity furnaces what is the largest vacuum furnace design that you have been involved with?
While I can’t specifically discuss the large brazing furnace due to non-disclosure agreements, I can state that Ipsen has many very large vacuum furnaces in its portfolio with large payload capacities. The largest vacuum chamber we have designed so far has a volume of 10,300 standard cubic feet.
With four decades of experience in the business you must have seen a vast number of changes. What trends have you seen over the course of your working career?
When I started work at Ipsen in 1978, office word processors were starting to be used. Digital 2D drafting tools were available, but only as main frame systems that would take up a whole room. Handheld calculators were just becoming available. Drawing storage was hard copy or microfilm. It took a long time to get drawings or copies of drawings from the blueprint room. Designing a furnace took a very long time relative to what we can do today. I would estimate that today’s technology has cut the design time and information gathering by a factor of at least 10. 3D CAD is a blessing.

Special Projects Engineering Team room where Craig drafted the first prototype TurboTreater® and engineers worked on R&D.
On the furnace side of things, controls have evolved over the years with advancing technology. When I started, controls were all relay logic. Furnace cooling performance has increased drastically from 43 years ago. The vacuum furnaces I first worked on had cutting edge technology with 40 horsepower cooling motors and up to 15 PSIG gas quenching pressure. Today 400 horsepower cooling motors and larger are common. Some dedicated cooling chambers (20 bar) can generate up to 1 megawatt of cooling power. Hot zone materials have also changed. Graphite insulation was just starting to be used in vacuum furnaces when I started. Today we still use mostly graphite insulation in vacuum furnaces but carbon/carbon materials have been added to the design mix.
Most recently, the IoT has taken root in furnace design with many added sensors for checking furnace health. Remote monitoring of the furnace with embedded alerts for system malfunctions is common and the end result is a predictive maintenance system which can save the end users many maintenance, downtime and performance headaches.
This question ties in with the previous one-automation. What I mean by that is that 40 years ago there was little in the way of automated heat treat departments but as automation becomes more reliable and costs come down automated heat treatment departments become more possible. Is this becoming a common request from customers?
Automation of heat treat departments and the equipment within is becoming more common. You see it more on the atmosphere furnace side of the business. Atmosphere furnaces are generally set up as a line with integrated washers, tempers, and load handling equipment. Load tracking and storage are part of the system. There is a breadth of unique automated systems in the field, each one serving a purpose. It’s exciting to see our furnaces as part of those systems.
Speaking of customer requests, what are customers asking you for these days? Higher pressure quenching? Easier maintenance? Lower price? Larger capacity? Probably it is a combination of all of these but if you had to pick one very common request these days what would it be?
I would say requests for very large furnaces (large work zones) has been common in the last five years. It’s not because the end user wants to heat treat more parts in a given load, but rather the end user has a very large part he needs to heat treat. These days, it is common that we have opportunities in which customers come to us with complex project requirements like large work zone sizes with tight temperature uniformity parameters. We like to embrace these technical challenges.
Pick one project that more than any other sticks in your memory. It could be the largest, it could be the most complicated, it could be the most difficult, it could be the one you are most proud about but which one will you think of first when you are old and grey?
Well I am already old and grey, but not too old yet. The one project that sticks in my memory would be the design of the TurboTreater® vacuum furnaces. I was still a fairly green engineer at Ipsen when I was asked to head up the project. I got to work with a professor from the University of Illinois (where I earned my engineering degree) who was contracted by Ipsen to be a consultant on the project. There was a lot to learn for myself and the other designers working on the project about round hot zone design and high horsepower efficient quenching. Four of my patents came from the design of that furnace.
What next in the evolution of vacuum furnaces? In other words where do we go from here?
1) I would like to see the industry strive for harmonization of pressure vessel design globally. When a high pressure quenching vacuum furnace is sold into a country that has a different pressure vessel code (does not accept the ASME Code) it is very difficult to design and manufacture. There are so many unfamiliar regulations and calculations we educate ourselves on. Lots of time and effort are spent with notified bodies. And the furnaces are usually one of a kind designs meaning you have to go through the steps every time there is one to build. Despite these challenges, we have become quite good at handling this complexity, mastering the ability to deliver systems in accordance with Europe, Japan and China standards to name a few.
2) One of my pet peeves on vacuum furnaces is the use of jack panels for plugging in temperature survey thermocouples. Jack panels are convenient, but a source of error for temperature readings. I would like to see jack panels not be used for temperature surveys, but rather have a system by where the survey thermocouples pass through the chamber to the outside world through vacuum fittings. That will produce very reliable data and give a true indication of what the temperature uniformity truly is in a given furnace. These designs exist at Ipsen, but they are much less convenient than jack panels.
3) More furnace sensors. As mentioned in question five, the IoT and connectivity of furnaces for more data gathering and diagnostics is happening right now. I see a further evolution of this utilizing even more sensors and applying the data from those sensors to perform advanced diagnostics.
Did you like this article? Click here to subscribe to The Monty.
View our recent magazines and podcasts by clicking the following link. https://themonty.com/magazine/