
Monday Morning Briefing
 COVID-19 Update. It’s easy to get bogged down with the endless stream of bad news about the corona virus however at the end of the day the heat treating industry is very much alive and functioning. We have not run across a single commercial heat treater who has shut down either temporarily or permanently and there are many that say business remains strong. Amongst industry suppliers it is a similar story, all remain open and functioning and while business is down for many and there have been lay offs they all report that they are in full operation. A casualty of the virus has been trade shows though. The 7th Heat Treat Forum which was to be held in Wroclaw, Poland April 21 and 22 has been postponed until later this year due to COVID-19. As far as we can tell all trade shows and exhibitions for the industry which were to be held before July of this year have been cancelled or postponed although all events for the fall are still being planned. We attended the Heat Treat Forum in Poland back in 2015 and have this photo which features Janusz Kowalewski (centre) of Ipsen receiving an award from the events organizers.
COVID-19 Update. It’s easy to get bogged down with the endless stream of bad news about the corona virus however at the end of the day the heat treating industry is very much alive and functioning. We have not run across a single commercial heat treater who has shut down either temporarily or permanently and there are many that say business remains strong. Amongst industry suppliers it is a similar story, all remain open and functioning and while business is down for many and there have been lay offs they all report that they are in full operation. A casualty of the virus has been trade shows though. The 7th Heat Treat Forum which was to be held in Wroclaw, Poland April 21 and 22 has been postponed until later this year due to COVID-19. As far as we can tell all trade shows and exhibitions for the industry which were to be held before July of this year have been cancelled or postponed although all events for the fall are still being planned. We attended the Heat Treat Forum in Poland back in 2015 and have this photo which features Janusz Kowalewski (centre) of Ipsen receiving an award from the events organizers.

In related news it is interesting to see how captive heat treaters are helping out by making ventilators. One example is global auto parts maker Linamar who recently announced that they would be tooling up to produce ventilators. One of the Linamar facilities in Canada has what we would consider to be the largest batch IQ installation in North America with twenty five 36” X 48” X 36” batch IQ furnaces in one department. It is rather odd to think that these furnaces could be potentially used to heat treat ventilator parts (see how they rank in our list of the largest North American captive heat treaters https://themonty.com/project/10-largest-north-american-captive-heat-treaters/)

From furnace builder Can-Eng we have this press release; "Can-Eng Furnaces International Ltd. was recently contracted to engineer and commission two large capacity heat treatment furnaces for a global producer of highly engineered metal earth moving, construction and mining wear equipment. As part of this turn-key contract, Can-Eng designed and commissioned individual tempering and stress relieving furnaces. Both Heat Treatment systems were assembled and tested at Can-Eng's Niagara Falls facility prior to shipment and commissioning at the customers facility. The customer was impressed with Can-Eng's controls capability to seamlessly integrate the systems Level 1 controls with the company's existing Plant Supervisory and Production Control Systems (Levels 2 & 3). Both Systems integrated the company's preferred PLC hardware which was upgraded to include a more flexible safety rated PLC over conventional hardwired safety circuits.

Speaking of press releases from furnace manufacturers we have this one from SECO/VACUUM Technologies; “SECO/VACUUM Technologies (SVT), a SECO/WARWICK Group company begins 2020 with sales of 4 Vector® vacuum furnaces in the first two months of the year. Vector® is SECO/WARWICK’s most versatile vacuum furnace, a single chamber HPGQ model loaded with capabilities, and highly flexible to accommodate a wide range of thermal processes including hardening, tempering, annealing, solution heat treating, brazing and sintering applications. It is characterized by high speed cycles, low consumption of energy and low process gas emissions, and is available with curved graphite elements or an all-metal hot zone. Tooling and aerospace component manufacturers, in particular, are benefiting from expanded capabilities afforded by this technology. Two Vectors HPGQ furnaces of different sizes were purchased by a Midwest tool and die manufacturer; an additional temper furnace was purchased by a cutting tool manufacturer, their third SVT Vector in 3 years, and an aerospace components manufacturer purchased the other.”
From Bob Grammer of Grammer Vacuum Technologies we have this information article about reducing hearth damage in a vacuum furnace due to grid distortion.
"A very commonly observed failure mechanism with a moly post hearth assembly is bending of the moly posts. They will stay fairly straight at the center of the hearth area, but they can distort badly toward the outer sides of the work zone. The outer rows of vertical posts end up leaning away from each other. This is due to the very high linear thermal expansion coefficient of nickel-iron alloy grids (usually 330 SS or Inconel). With a high load on the nickel alloy grid, it is not able to slide on the perpendicular hearth beams as the temperature rises. The outer hearth post rows are forced in an outward direction. The quenching of the furnace load does not reverse all of this effect and over time results in the severe bending of the hearth posts.
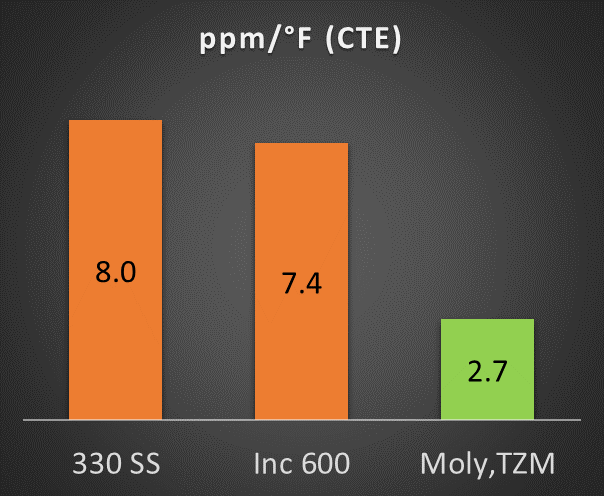
By replacing the stainless steel or nickel alloy grids with a moly or TZM alloy moly grid, which exhibits very low thermal expansion, the hearth life can be increased. For comparison, the figure shows the coefficients of linear thermal expansion for commonly used grid materials. For example, a 36” wide 330 SS grid at 70°F grows to 36.6” wide at 2200°F. Another significant benefit of TZM moly grids is use at higher furnace process temperatures without the problem of a softened, sagging grid that cannot support the load properly.
Author: Robert Grammer, Grammer Vacuum Technologies, Inc. GVT provides an extensive inventory of Molybdenum and TZM alloy mill products for vacuum heat treating. To learn more: [email protected] or visit www.gvtinc.com"

And in upcoming news we are going to have a close look at the In House Heat Treating Department of this very large manufacturer later this week.
