How is decarburization evaluated? Presented by David Pye
Firstly, how does decarburization occur? Decarburization can be caused by any of the following pre-existing conditions.
- Insufficient machining of the raw bar stock to remove any surface decarburization caused by rolling, forging, or preheat treatment conditions.
- Decarburization can be caused also by an imbalance of carbon potential control between the furnace atmosphere being weaker in carbon potential than that of the steel being treated.
How then do we know that decarburization has occurred? This will be dependent on the treatment that that the steel component is being subjected to. Generally, it is normally seen after the final heat treatment step.
There are usually three methods of evaluating the presence of decarburization in the finally heat-treated component.
The first being a lower than expected surface hardness being observed when the component is checked that the heat treatment procedure has been successful. A good indication that decarbonization is present is when the surface hardness value is approximately five or 6HRC points below the expected hardness value.
The second method of examination for decarburization being present on the final heat-treated component would be to conduct a microhardness cross traverse survey (using either the Vickers micro-hardness or Knoop micro hardness test units) on a sample component or test coupons of the same material as the component has been manufactured from and heat treated at the same time. The survey will show an accurate measurement of the depth of decarburization that could be present.
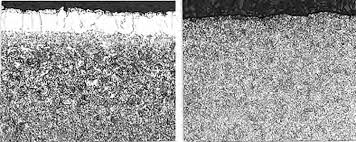
The third method of establishing decarburization would be to conduct a simple visual metallurgical examination of the sample using a suitable etchant (could be, 3% to 5% nital etchant). Great care should be observed when cutting the sample for the metallurgical examination that the maximum amount of coolant is applied to the sample to keep the sample from overheating and to wash away the metal powder originating from the cutting.
After the nital etch procedure has been conducted and the sample dried, then one can follow with a hot alkaline of sodium picrate. Then the sample can be observed microscopically, and if decarburiztion is present then the Fe₃C will be seen as dark patches and the remaining ferrite will etch out white. It is usual that at the preliminary engineering stage, the decarburization limits are specified by the materials engineer. In addition, this will generally be accompanied by the mechanical properties desired from the finished component.
Great care should be given to establishing the heat treatment furnace atmosphere’s carbon potential in relation to the carbon content of the steel being treated. It is always advisable (in the writer’s opinion) to ask the customer/engineer for the original test certificate of analysis issued by the steel mill to the merchant/manufacturer.
One often hears the comment, ‘that the part should be heat treated in a ‘neutral atmosphere’. In order to establish a neutral atmosphere, the furnace atmosphere and the steel being treated should be in equilibrium. In other words, the carbon potential of the atmosphere should match the carbon content of the steel.
Then the atmosphere will be in equilibrium and can therefore be considered to be a neutral atmosphere. Please be aware that there is no such thing as a ‘one atmosphere suits all’. Neutrality is relevant only to the steel that is being treated. Another contributing factor to the cause of surface decarburization is the component cleanliness prior to it being subjected to its final heat treatment at an elevated temperature.