
Hardness testing And Surface Preparation By David Pye
Introduction
The result of hardness testing is what will determine the success of the heat treatment procedure and the materials response to that heat treatment. The results of a hardness test can indicate to us:
- If the heat treatment was successful
- Give a possible indication as to the cause of a failure
- Give an indication of other mechanical properties of the metal
- If the metal is in a condition that will ensure the functionality of the metal
- A comparison to other hardness values
It is therefore most important that the test is conducted in the appropriate and accurate manner in order to achieve the 'real results.' The preparation of the metal surface for hardness testing is of as much importance as is conducting the test itself. The surface preparation of the steel to be tested is what we will be focusing on in this issue.
Steel Surface Preparation
The heat treatment process, or pre-condition of the steel will determine the surface condition to be tested at that point. The steel can be in a condition of having;
- Surface decarburization (loss of surface carbon due to unstable processing conditions)
- No surface decarburization
- Carburized
- Nitrided
- Other surface treatments
Surface Oxide and decarburized surface preparation
If the steel is decarburized, it means the surface of the steel has lost surface carbon. If either of the conditions exists as described above has occurred, then the steel will have been subjected to:
- Has the potential for an attack at the steel sample surface. Oxygen will most probably be the culprit to cause of a decarburization at the steel surface
- A loss of surface carbon. (indicated by low hardness)
- A change in the surface of the steel chemistry
- A change in the mechanical properties of the steel surface in relation to the core/substrate steel
- Change in the surface metallurgy because of carbon content variations
If the steel has been through hardened and in order to achieve a good and true hardness result, it is necessary to test the substrate material by grinding beneath the oxide and decarburized layer.
The use of a fine grinding wheel with only a light surface pressure to remove the decarburized/oxide layer. When grinding, excessive pressure must NOT be applied to the surface grinding procedure, as this will create friction (thus generating heat) that will begin to adversely affect accuracy of the hardness result obtained.
The result of good surface grinding techniques will ensure that there will be a reasonably smooth surface without surface ridges. If surface ridges are present, this can cause the indenter to slip off the peak of the ridge and give a false reading.
If the heat-treated surface is a previously ground/polished finished surface, then one cannot grind that surface. It is very likely that the surface may not be decarburized. If that is the case, then one should select an area where no indenter impression will affect the finished ground surface. This could be a sidewall face, or the reverse side of a die or a representative test coupon that has been treated with the product.
Surface treated component
If the steel part has been surface treated by:
- Carburizing
- Carbonitriding
- Austenitic Nitro Carburizing
- Ferritic Nitro Carburizing
- Nitriding
- Boronizing
One cannot always grind into the finished surface. If this occurs then it will most likely mean that the treated surface will begin to be depleted in:
- Carbon
- Nitrogen
- Boron
And other induced surface treatment elements. The only thing that can be done, is to lightly polish the area that is to be tested with a fine grind paper.
Care must now be given to the load selection, particularly if the formed case is a thin case. A heavy load will penetrate the formed case and will result in a false/incorrect reading. A simple rule of thumb might be, 'the shallower the case, the lighter the hardness testing load should be.' If the objective of the hardness test is to measure the depth of case, it will be necessary for the test operator to understand the definition of case depth. Case depth is that formed case that has occurred to whatever depth was specified. This follows that there are two further definitions that will identify:
- Effective case
- Total case
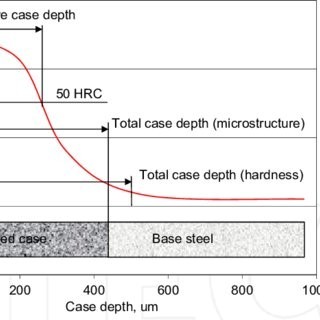
Effective case
The effective case is that case that has been formed to a hardness depth from the surface to 513 Hardness Vickers Numeral (or approximately 50HRC scale)
Total Case
Total case is the case that has been formed to a depth of 'core hardness plus 50 Hardness Vickers Numeral. (Or approximately 5HRC scale) on the real core hardness value.
Test method
The method of testing is usually applied to a sample that has been cut, either from a test coupon of from a sample from the part being tested.
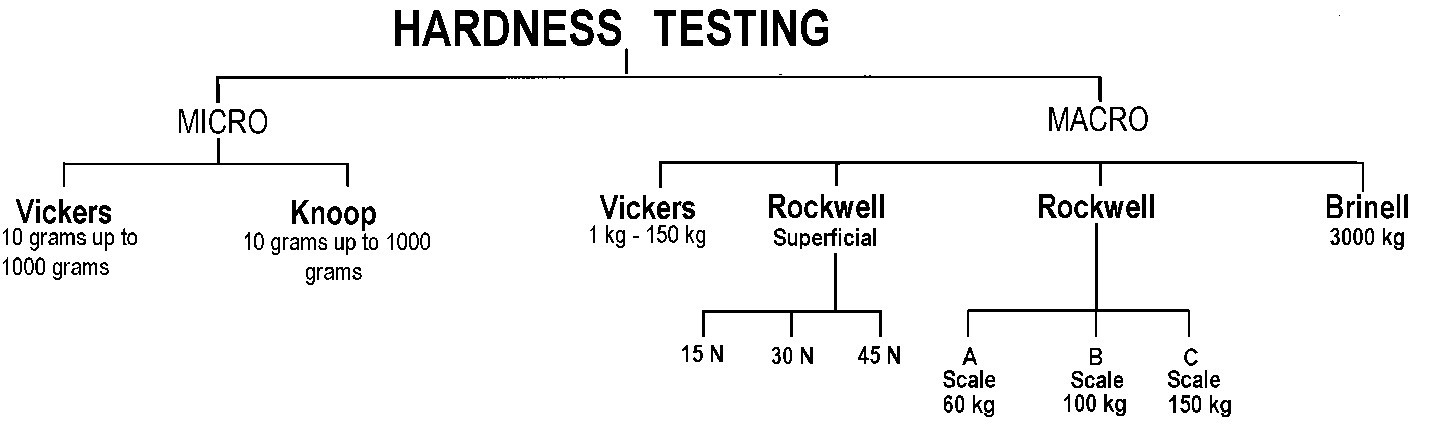
The hardness test loading is usually a micro hardness loading which can be varied from 10 grams up to 1000gram load mass. Depending on the thickness of the diffused case, will determine the load that is selected. Generally, it is usually a 200 - gram to 300 - gram load that is used to determine a total case depth.
The application of the test is performed on the test coupon across the formed case through to the core hardness. Another hardness testing method for micro hardness test (and some macro) is to use the Knoop hardness test unit. This will give the operator the tested values in Knoop Hardness units.
Unlike the Vickers test (which makes a 'pyramidical' square diamond impression and the measurement is made across the two axis), the Knoop method impression is a long-elongated diamond impression, the hardness value is ascertained by measuring the longitudinal axis.
Conclusion
Whichever test procedure is used for the process of hardness testing, it is necessary that the test method is chosen carefully, and that the test is conducted in an accurate and meaningful manner. It is this test that will determine the effectiveness of the heat treatment process that has been done. It is also very important that the quality assurance technician/heat treatment associated has a good understanding of both the test methods, the load/indenter selection and the interpretation of the results to produce accurate hardness values.